 Q2
Q2
 Plus 4
Plus 4
 QIDI Box
QIDI Box
 Q1 Pro
Q1 Pro
 X-Max 3
X-Max 3


3Dプリントの反りを修正する方法

One of 3Dプリント愛好者やプロが直面する最も一般的な課題の一つが、ワーピング(反り)問題です。ワーピングは、3Dプリントされたオブジェクトの一部が浮き上がったり、反ったり、変形したりする現象で、仕上がりが不均一で歪んだものになります。この記事では、3Dプリントにおけるワーピングの原因、材料による影響、そしてそれを防ぐための実用的な対策やヒントについて解説します。

3Dプリントにおけるワーピングの原因とは?
3Dプリントにおけるワーピングは、さまざまな原因で発生しますが、最も大きな要因のひとつは、温度がプリント全体に均等に分布していないことです。以下に、ワーピングを引き起こす主な原因を詳しく見ていきましょう:
1. プリントベッドの加熱が不均一
プリントベッドが均等に加熱されていないと、オブジェクトの下層が異なるスピードで冷却・収縮してしまいます。これは、ベッド上に広がる大型のプリントで特に問題になります。
2. プリント速度が速すぎる
高速でプリントすると、オブジェクトの層が十分に下の層に接着する前に急速に冷却されてしまい、特に角や端でワーピングが起きやすくなります。
3. プリンターの設置場所の影響
3Dプリンターが風通しの良い場所や温度変化のある場所、直射日光の当たる場所にあると、プリント環境が不安定になり、冷却が不均一になってワーピングの原因になります。
4. スライサーの設定ミス
スライサーソフトは、3Dモデルをプリンターに指示するためのデータに変換します。ノズル温度が高すぎたり、レイヤーの高さが厚すぎたりなど、設定ミスがあると、ワーピングの原因になります。
5. プリントベッドが汚れている
プリントベッドが汚れていたり、前回のプリントの残骸があると、オブジェクトがしっかりと接着しません。接着が不十分だと、時間とともに端が浮き上がってワーピングが発生します。
材料によるワーピングの違い
使用する3Dプリント用の材料によって、ワーピングの起きやすさは大きく異なります。ここでは、代表的な材料とその特徴を比較してみましょう:
ABS vs. PLA vs. HIPS
- ABS(アクリロニトリル・ブタジエン・スチレン)は強度と耐久性に優れていますが、高温でのプリントが必要で、温度変化に敏感なためワーピングしやすいです。
- PLA(ポリ乳酸)は生分解性の素材で、低温でのプリントが可能で、温度変化にも比較的強いため、ワーピングしにくいです。
- HIPS(高衝撃ポリスチレン)はABSに似た特性を持ち、ワーピングもしやすいですが、ABSのサポート材としてよく使用されます。
材料の性質とワーピングの関係
材料ごとの性質によって、ワーピングの起きやすさが異なります:
- ガラス転移温度:これは素材が柔らかくなり始める温度で、ABSのようにこの温度が高い素材は、ワーピングしやすい傾向があります。
- 熱膨張:加熱によって膨張する量が大きい素材は、均一でない膨張によりワーピングが起こりやすくなります。ABSはPLAよりも熱膨張率が高く、そのためワーピングしやすいです。
- 接着性:プリントベッドへの接着性もワーピングに関わります。ABSのように接着性が弱い素材はPLAよりもワーピングしやすくなります。
各素材の特性を理解すれば、プロジェクトに最も適した素材を選ぶことができ、ワーピングのリスクも減らせます。
3Dプリントにおけるワーピングの対策方法
ここまでで、ワーピングの原因や材料による違いを理解したと思います。では、具体的にどう対策すればよいかを紹介します。
1. 加熱式のプリントベッドを使用する
ワーピング対策として最も効果的なのが、加熱式のプリントベッドを使うことです。 プリント開始前にベッドをしっかり予熱することで、オブジェクトの最初の層がしっかりと接着し、ワーピングのリスクを減らせます。さらに効果を高めたい場合は、ベッドの裏側に断熱テープを貼ることで熱を均等に伝え、温度を安定させることができます。
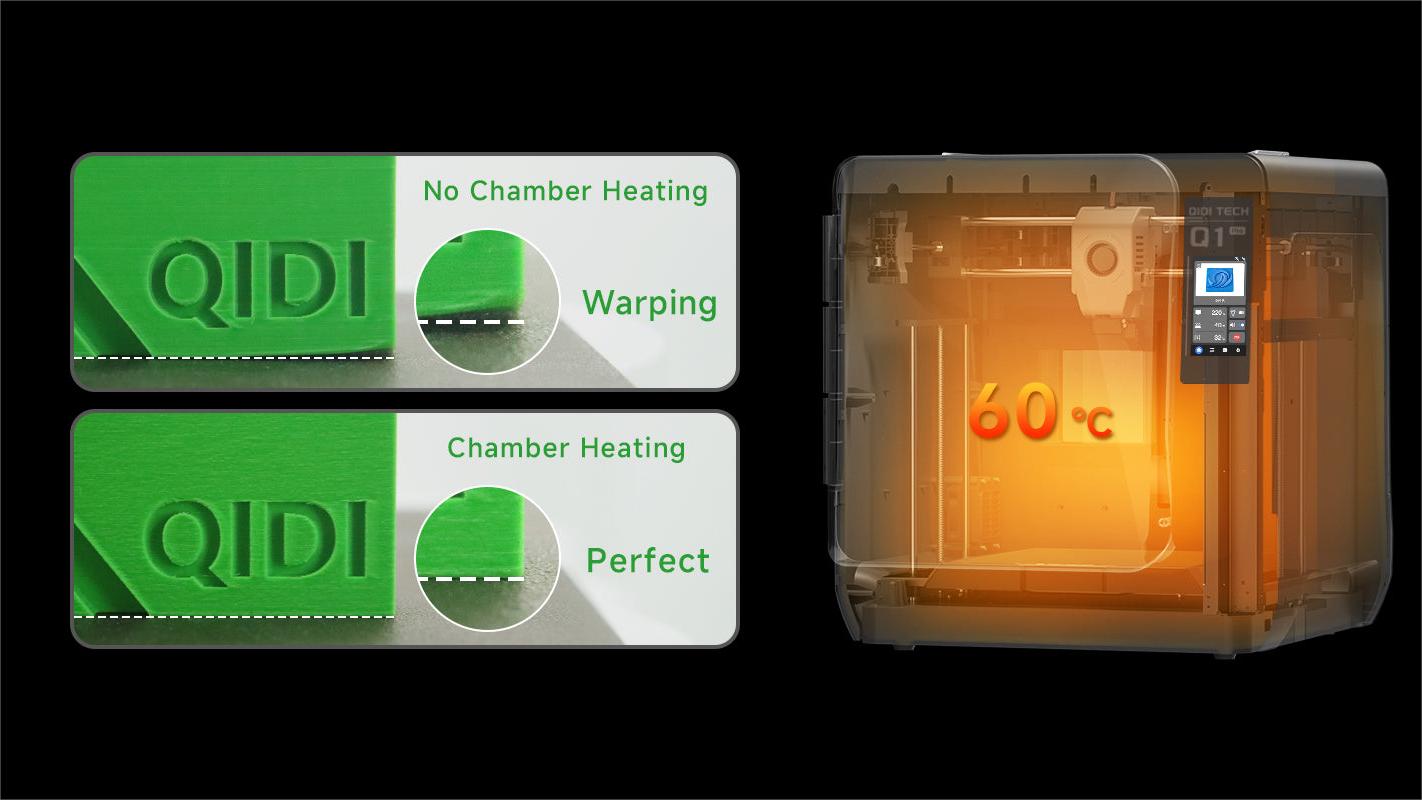
2. 密閉型のプリントチャンバーを作る
ワーピングを減らすもう一つの効果的な方法は、密閉型プリントチャンバーを作ることです。これによりオブジェクト周囲の温度を安定させ、ドラフトや不均一な冷却によるワーピングを防げます。チャンバー内に暖かい空気を閉じ込めることで、温度変化のリスクを最小限に抑えられます。

3. プリンターの設置場所を適切に選ぶ
3Dプリンターの設置場所もワーピングに大きく影響します。窓やドア、エアベントの近くなど、ドラフトや不均一な冷却を招く場所は避けましょう。代わりに、温度と湿度が安定している場所を選ぶことでワーピングリスクを減らせます。
4. 冷却設定を調整する
信じられないかもしれませんが、冷却ファンが速すぎるとワーピングの原因になります。特にプリントの最初の数層ではファンの速度を落とすことで、素材の急激な冷却を防ぎ、ワーピングを抑えられます。
5. ベッドへの接着性を向上させる
3Dプリントしたオブジェクトをプリントベッドにしっかり接着させることがワーピング防止の重要なポイントです。接着剤やヘアスプレー、専用のベッド接着剤を使うのも効果的です。素材ごとに相性の良いベッド表面も異なります。例えばPLAは加熱されたガラスベッドに接着しやすく、ABSはカプトンテープなどがよく使われます。また、柔軟で取り外し可能なビルドプレートを使うと、プリント後の取り外しが簡単になり、ワーピングを防げることもあります。
6. スライサーの設定を微調整する
スライサーの設定もワーピング防止に役立ちます。プリント速度を遅くして各層がしっかり冷え接着する時間を確保しましょう。ABS使用時はノズル温度を少し下げて素材の過熱を防ぐのも有効です。また、ラフトやブリムを追加すると、オブジェクトのベース周辺の接着性を高め、ワーピングを抑えられます。
7. プリントベッドを清潔に保つ
定期的にプリントベッドを清掃し、汚れやほこり、残留素材を除去して接着不良を防ぎましょう。もしベッドにキズや反り、凹凸がある場合は交換して、平らで安定したプリント面を確保することが重要です。

8. 高品質のフィラメントに投資する
最後に、信頼できるブランドの高品質フィラメントを使うこともワーピング軽減に大きく貢献します。安価で低品質なフィラメントは品質にばらつきが多く、ワーピングなどの問題を起こしやすいです。各フィラメントには推奨される温度やベッド準備の設定もあるので、これらのガイドラインに従うことが最良の結果をもたらします。また、フィラメントの適切な保管も品質と性能に大きく影響します。フィラメントの寿命や保管方法については、こちらのガイドもご参照ください。
3Dプリントのワーピングにさようなら
ワーピングは、不均一なベッド加熱、速すぎるプリント速度、プリンターの不適切な設置場所、間違ったスライサー設定、汚れたプリントベッドなど、さまざまな要因で起こります。フィラメントの種類によっても影響があり、素材によってワーピングしやすさが異なります。加熱式ベッド、密閉プリントチャンバー、適切な設置場所、冷却設定の調整、ベッド接着性の向上、スライサー設定の微調整、定期的なベッド清掃、高品質フィラメントの使用といった対策を講じることで、ワーピングを最小限に抑え、美しいプリント成果を得られます。ぜひこれらの方法を実践して、3Dプリントのレベルを一段階引き上げましょう!
もっと読む
- 3Dプリントにおけるワーピングの原因とは?
- 1. プリントベッドの加熱が不均一
- 2. プリント速度が速すぎる
- 3. プリンターの設置場所の影響
- 4. スライサーの設定ミス
- 5. プリントベッドが汚れている
- 材料によるワーピングの違い
- ABS vs. PLA vs. HIPS
- 材料の性質とワーピングの関係
- 3Dプリントにおけるワーピングの対策方法
- 1. 加熱式のプリントベッドを使用する
- 2. 密閉型のプリントチャンバーを作る
- 3. プリンターの設置場所を適切に選ぶ
- 4. 冷却設定を調整する
- 5. ベッドへの接着性を向上させる
- 6. スライサーの設定を微調整する
- 7. プリントベッドを清潔に保つ
- 8. 高品質のフィラメントに投資する
- 3Dプリントのワーピングにさようなら
- もっと読む
Recommended products












